冬天和夏天的拼板膠有什么區別
- 時間:2020-01-05作者:深圳市精工研木工刀具有限公司瀏覽:101
深圳市精工研木工刀具有限公司專注于真空吸塑膠,舍棄式螺旋刀,數控木工車刀等
詞條
詞條說明
真空吸塑膠的要求:1.保證板材表面的清潔、干凈無油污,對于密度板的四邊打磨應盡量用細的砂紙打磨。以保證密度板的四邊纖維不會過于粗糙而導致吸膠不均,從而引起麻點現象。2.根據對溫度的要求選擇合適的薄膜。不同厚度的復合薄膜對高溫有不同的反應,如有更改材料,應先評估操作條件后才大量生產。3.盡可能使用增塑劑含量低的復合薄膜,因為薄膜內的增塑劑在長時間儲存及高溫環境下,有可能游離出表面,從而影響粘接效果。
膠粘劑在實際應用時有許多因素直接影響粘接性能,而且十分復雜。盡可能多地掌握這些影響因素,合理地利用有利因素,才有有效地提高粘接強度。 通常真空吸塑膠產品品質穩定的情況下,因不同的人對產品的運用操作不同以及環境因素的不同,從而做出來的成品效果也會略有差異 關鍵在于細節,細節決定成敗 免漆門真空吸塑膠水生產廠家/模壓門真空吸塑膠水價格 出現的問題:“飛邊、開膠” 原因: (1).吸塑溫度未達到膠粘劑
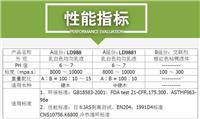
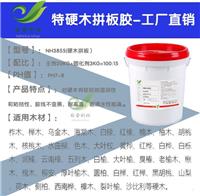
冷壓拼板膠是水基型雙組份粘合劑,同固化劑按推薦比例配合使用可達最佳效果。常溫固化、膠膜耐水耐熱。達JAS冷/沸水測試要求,復合歐盟D4等級標準。通過十環認證、通過GB/T18583-2008、ROHS、REACH、鄰苯17P等檢測 應用范圍:常見的東北樺、橡膠木、荷木、卡思楠、松木、柏木及雜木、櫸木、白臘木、水曲柳、粟木、紅桉、橡木、柚木、波羅格等多種木材冷壓粘接膠合 加壓壓力:材質密度20倍數量
吸塑膠的噴槍可以選用1.8-2.0的口徑,最好的話是1.5口徑,霧化性會好,顆粒小。 壓薄木(木皮)時,用乳白乳膠類膠粘劑,木皮的溫度應不低于105℃;壓力越大越好但達到設定壓力的時間要長,即慢速加壓,2.5修邊要求壓機加工完畢的工件,放置20分鐘(保證膠的初期固化)后方可進行修邊,修邊后用專用工具刮棱角或用120#-180#的砂紙倒棱使PVC膜低于工件表面,并用酒精等稀料把背面的膠痕清理干凈,
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 深圳市精工研木工刀具有限公司
聯系人: 高云燕
電 話:
手 機: 13714570562
微 信: 13714570562
地 址: 廣東深圳龍崗區深圳市龍崗區龍崗街道同樂段老榕樹街321-1號
郵 編:
相關推薦



相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 東莞德潤密封材料有限公司
- 深圳市英菲迪科技有限公司
- 保定市石羅克新材料科技有限公司
- 深圳駿天優奇科技有限公司
- 東莞市創騰洗滌用品有限公司
- 昆山諾萊達電子有限公司
- 東莞市西子新材料科技有限公司
- 東莞市佳宸新材料有限公司
- 湖南把兄弟新材料股份有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦




¥6300.00


¥5800.00
¥25000.00
¥7000.00