上海金屬激光切割加工廠家
- 時間:2024-08-10作者:太倉市木槿金屬制品有限公司瀏覽:137
太倉市木槿金屬制品有限公司專注于鈑金加工,激光焊接切割加工,數控折彎加工等
詞條
詞條說明
蛇形焊接折彎加工的發展主要是產品品種的發展,包括斷面形狀、材質和性能。擠壓法、斜模軋法和冷拔法是生產異型管的有效方法,它適用于生產各種斷面和材質的異型管材。為了能生產品種繁多的異型管,還必須擁有多種生產手段。20世紀90年代,我國在原來只有冷拔的基礎上,又開發出輥拔、擠壓、液壓、旋軋、旋壓、連軋、回轉鍛造和無模拔等幾十種生產方法,并在不斷地改進和創造新的設備與工藝。 蛇形焊接折彎加工是一種節材節能
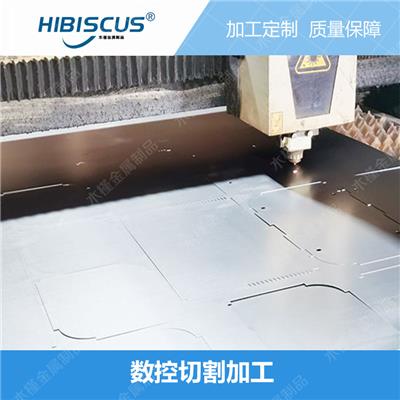
火焰切割加工切割前,首先將工件墊平,工件下面留出一定的間隙,以利于氧化鐵渣的吹除。切割時,為了防止操作者被飛濺的氧化鐵渣燒傷,必要時可加擋板遮擋。 打開切割氧氣閥門,觀察切割氧流(即風線)形狀,風線應為筆直、清晰的圓柱體并有適當的長度。這樣才能使工件切口表面光滑干凈,寬窄一致。如果風線不規則,應關閉所有的閥門,用通針或其他工具修整割嘴的內表面,使之光滑。 將氧氣調節到所需的壓力。對于射吸式割炬,應
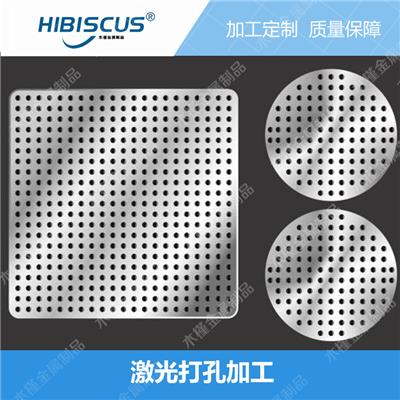
激光穿絲孔加工除了適合較大直徑的圓孔外還適合較小直徑的圓孔,太倉木槿金屬制品廠家,完全可以做到直徑不到0.2激光穿絲孔加工過程是激光和物質相互作用的熱物理過程,它是由激光光束特性(包括激光的波長、脈沖寬度、光束發散角、聚焦狀態等)和物質的諸多熱物理特性決定的。 利用高功率密度激光束照射被加工材料,使材料很快被加熱至汽化溫度,蒸發形成孔洞。激光打孔是最早達到實用化的激光加工技術,也是激光加工的主要應
異形鋼管折彎加工工藝不同于厚壁彎管,由于中國市場發展需求的不同,管道和其他產品的設計也是多樣化的。如果一個產品不能滿足市場需求,就會出現異形的彎曲,根據所設計的異形彎管直徑,將異形彎管分為一次沖壓成形和多次沖壓成形,異形彎管縮孔成形工藝是將等于不同直徑管材直徑的毛坯放入成形模中,通過沿毛坯軸向目標擠壓,沿模腔形成和縮短金屬。 按異型鋼管的之間,兩機頭之問加裝夾具靠模,在基本能滿足客車骨架構件的加工
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 太倉市木槿金屬制品有限公司
聯系人: 趙獻兵
電 話:
手 機: 13812914461
微 信: 13812914461
地 址: 江蘇蘇州太倉市蘇州市太倉市浮橋鎮民營工業區1號路
郵 編:
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 安平縣驕鵬金屬絲網制品有限公司
- 山東鑫運建設工程有限公司
- 東莞市龍成五金科技有限公司
- 河南工圣智能設備有限公司
- 獻縣晟嘉機械配件廠
- 寧波萬匠精密鈑金有限公司
- 大連艾萊國際貿易有限公司
- 北京盛輝偉業不銹鋼有限公司
- 上海谷佐實業有限公司
- 日照中浩新能源設備有限公司
- 商家產品系列
- 工藝禮品加工
- 掛歷印刷
- 管件加工
- 滾塑加工
- 海報印刷
- 焊接加工
- 汽摩配件加工
- 染整加工
- 熱處理
- 日用品加工
- 辦公用品加工
- 邦定加工
- 包裝產品加工
- 包裝加工
- 包裝印刷加工
- 表面加工
- 玻璃加工
- 插件加工
- 產品印刷加工
- 車床加工
- 剪板加工
- 建材加工
- 金屬加工
- 卡類印刷
- 殼體加工
- 孔加工
- 絲印加工
- 塑料表面處理
- 塑料加工
- 陶瓷加工
- 產品推薦
- 資訊推薦

¥3000.00

¥650.00

¥680000.00


¥999000.00




¥88.00


