3PE防腐鋼管的生產優勢
- 時間:2022-09-19作者:廊坊萬福保溫材料有限公司瀏覽:169
廊坊萬福保溫材料有限公司專注于聚氨酯保溫管,預制直埋聚氨酯保溫管,鋼套鋼蒸汽保溫管,聚氨酯保溫管殼,聚乙烯外護聚氨酯保溫管等, 歡迎致電 15127662144
詞條
詞條說明
鋼套鋼保溫管的生產工藝流程?一般的鋼套鋼保溫管的消費加工工藝可以分成冷拉與熱扎二種,冷扎鋼套鋼蒸氣保溫管的消費步驟一般要比熱扎要繁雜,精軋管要終止三輥連軋,擠壓成型后要終止口模檢測,倘若表面初始化失敗裂痕后圓鋼管要歷經割機終止激光切割,激光切割生長短約一米的胚料。有關鋼套鋼保溫管的生產工藝流程詳解隨后進到淬火步驟,淬火要用酸堿性液體終止酸洗鈍化,酸洗鈍化時要注意表面可否有很多的出泡造成,
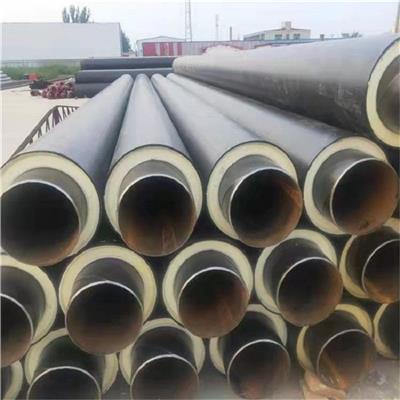
聚氨酯保溫管 ? *部分:工作芯管※根據輸送介質的技術要求分別采用20#、Q235鋼制作的(執行標準GB/T8163-2008輸送流體用無縫鋼管)、(執行標準SY/T5037-2008/GB/T9711.1-2008流體輸送管道用螺旋縫埋弧焊鋼管)、(執行標準GB/T3091-2008低壓流體輸送用鍍鋅焊接鋼管或直縫鋼管);和無規共聚聚丙烯材料制作的(執行標準GB/T18742-200
聚氨酯手工灌注成型工藝方法聚氨酯產品歷來有‘‘三分產品,七分發泡’’的說法,也就是說不僅需要好的聚氨酯發泡料,更需要一個科學的發泡工藝和嚴格的操作規程。下面我們來介紹一下聚氨酯的手工灌注成型工藝。??聚氨酯手工灌注成型工藝需要準備工作?首先要有生產制品聚氨酯發泡組合料,生產的磨具,生產時用來脫模的離型劑,顏色(加在料里的色漿與噴在制在表面的油漆),手電鉆(在1500轉
預制直埋保溫管的施工運行注意事項1)為避免地下水或雨水的浸泡,應采用塑料薄膜密封管道端頭,焊接鋼管時一定要去掉塑料薄膜。?2)預制直埋保溫管管材及補償器吊裝要輕裝輕放,嚴禁磕撞,拋擲,嚴禁用鋼絲線直接吊裝。注意波紋管不得受到扭轉作用力。?3)波紋管補償器與管道必須同心,高差不得超過±5mm,須在安裝波紋管的位置上用等于世界長度 的樣管試裝,待管道相對固定后拆除樣管再裝配波紋管。
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 廊坊萬福保溫材料有限公司
聯系人: 徐國貞
電 話: 0316-5833089
手 機: 15127662144
微 信: 15127662144
地 址: 河北廊坊大城縣趙家務村
郵 編:
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 滄州銘強管道有限公司
- 滄州捷通管道制造有限公司
- 滄州桐福管道有限公司
- 河北洲際管道防腐保溫工程有限公司
- 滄州桐福管道有限公司
- 江西天然氣管道防腐有限公司
- 鹽山正燁貿易有限公司
- 天津市巖通鋼管有限公司
- 鹽山縣眾信錐形管件有限公司
- 河南聯塑實業有限公司
- 商家產品系列
- ABS管
- grc構件
- pvc地板
- 安防用品
- 安全鎖
- 百葉窗
- 百頁窗簾
- 百頁門
- 板材
- 板巖
- 保溫、隔熱材料
- 保溫板
- 保溫釘
- 保溫管
- 保溫棉
- 保溫網格布
- 杯架
- 變形縫
- 別墅門
- 波紋管
- 玻化磚
- 玻璃
- 玻璃窗
- 玻璃刀
- 玻璃膠
- 玻璃門
- 不銹鋼材料
- 車庫門
- 庫存建材
- 欄桿
- 產品推薦
- 資訊推薦


¥45.00

¥3.50

¥4.50





¥3750.00

