鈦合金軸激光熔覆修復加工
- 時間:2024-10-16作者:西安國盛激光科技有限公司瀏覽:95
西安國盛激光科技有限公司專注于激光熔覆設備,激光淬火設備,3D打印設備等
詞條
詞條說明
? ? ? ?激光熔覆技術不僅可以恢復受損零件的外觀和尺寸,還可以使其性能達到或過新產品的水平。熔覆層與基體采用冶金結合,結合強度高,不原基體材料的95%。單層熔覆厚度為0.2-2mm,可調范圍寬。激光加工過程中,基材表面僅發生輕微熔化,微熔化層為0.05~0.1mm。底座的熱影響區小,一般為0.05~0.1mm。熔覆層和基體中不存在粗大的鑄造組織。熔覆層及
在激光熔覆過程中,表面張力梯度引起的強制對流和潤濕性的共同作用導致單道次熔覆層是凸起的而不是平坦的。如果熔合道次不重疊,不同道次連接處的熔覆層有效厚度將為0,熔覆層表面粗糙不平。 搭接率 搭接率描述了激光熔覆中相鄰熔覆道次的重疊程度,它被定義為多道次熔覆時相鄰熔覆道次之間的重疊寬度D0與單個熔覆道次的寬度W的比值。公式為:R0=D0/W***。實踐中,根據經驗,搭接率R約為40%-50%。
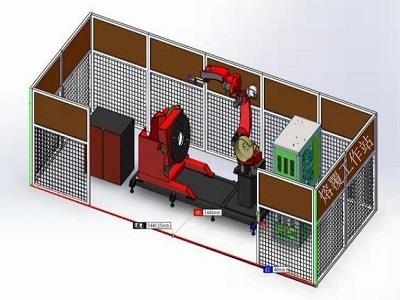
隨著智能制造業自動化的不斷深入,現在融合了激光、自動化、機器視覺等多項**技術,正在不斷突破傳統制造業的瓶頸,已廣泛應用于汽車、電子半導體、材料加工、航空航天、軌道交通、家用電器等制造業。而激光表面處理技術就是其中的重要組成部分。 目前,激光表面處理技術的發展有兩大趨勢: 一是升級創新現有加工技術,提高精度和效率,推動自動化向縱深發展。 二是與其他**技術相結合,構建新的智能自動加工應用領域,創
? ? 高速激光熔覆是一種快速的激光表面處理技術,它的工藝特點是熔覆質量好、速度快、,具有一定的市場競爭優勢。高速激光熔覆工藝參數選擇不當,會導致成形質量差、易變形等問題。 高速激光熔覆過程中所涉及到的關鍵參數,稱為加工參數,它直接影響著激光熔覆的效果和成形質量。如:激光功率、光斑形狀、光斑尺寸、加工距離等,都會對熔覆層的形貌和質量產生影響。下面就主要對高速激光熔覆過程中所涉
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 西安國盛激光科技有限公司
聯系人: 段先生
電 話:
手 機: 17392761868
微 信: 17392761868
地 址: 陜西西安長安區西安市民用航天產業基地航天基地299號西安建工科技創業基地十號樓4層
郵 編:
網 址: xags2022.b2b168.com
相關推薦


相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 西安國盛激光科技有限公司
聯系人: 段先生
手 機: 17392761868
電 話:
地 址: 陜西西安長安區西安市民用航天產業基地航天基地299號西安建工科技創業基地十號樓4層
郵 編:
網 址: xags2022.b2b168.com
- 相關企業
- 邯鄲凱名貿易有限公司
- 深圳市金駿翔電子設備有限公司
- 諸城市凱俊機械有限公司
- 鄭州興邦電子股份有限公司
- 河北鑫友通源儀器設備有限公司
- 河南聚瀾智能科技有限公司
- 廣州英鵬光電科技有限公司
- 江蘇醫爾健康管理有限公司
- 武漢科美芯電氣有限公司
- 成都盛鑫聯科技有限公司
- 商家產品系列
- 消音降噪設備
- 漩渦泵
- 壓焊機
- 壓接機
- 壓力機
- 壓力儀表
- 研磨機
- 驗布機
- 驗鈔機
- 液壓破碎剪
- 一卡通管理系統
- 儀表閥
- 儀器儀表
- 儀用電源
- 場上作業機械
- 超聲波清洗機
- 超市購物車
- 車間設備
- 成形機床
- 沖床
- 沖擊器
- 沖模零件
- 出入口機
- 儲能機
- 傳動件
- 刺繡機
- 促銷臺
- 存包柜
- 打膠機
- 帶式干燥設備
- 產品推薦
- 資訊推薦


¥5000.00









